
Обучение специалистов акустико-эмиссионному контролю






Экспериментальное моделирование процессов разрушения на дефектных металлоконструкциях //Журнал "В мире НК" №1(51) март 2011г.
Экспериментальное моделирование процессов разрушения на дефектных металлоконструкциях
Кузьмин А.Н., Жуков А.В., Лукин В.А.
//Журнал "В мире НК" №1(51) март 2011г.
Изучению процессов зарождения и роста трещин в нагруженных металлоконструкциях с применением метода акустической эмиссии уделяется большое внимание.
 Однако большая часть литературы, посвященная этому вопросу, относится к модельным лабораторным образцам, где исследуются прочностные свойства металла при нагружении вплоть до разрушения. При этом крайне важный вопрос исследования механизмов развития разрушения на реальном промышленном объекте остается малоизученным и не вполне очевидным. В частности, с точки зрения механики разрушения процесс зарождения и роста трещины подробно исследован [1].
Однако большая часть литературы, посвященная этому вопросу, относится к модельным лабораторным образцам, где исследуются прочностные свойства металла при нагружении вплоть до разрушения. При этом крайне важный вопрос исследования механизмов развития разрушения на реальном промышленном объекте остается малоизученным и не вполне очевидным. В частности, с точки зрения механики разрушения процесс зарождения и роста трещины подробно исследован [1].
На практике же не существует адекватных инструментальных способов определения момента зарождения дефекта и отслеживания динамики его развития вплоть до разрушения. Есть основание полагать, что для решения этой задачи может быть успешно использован метод акустической эмиссии, однако практические экспериментальные исследования развивающихся дефектов с применением метода АЭ в литературе не представлены. Как следствие, на сегодняшний день общепринятая критериальная оценка степени опасности источников АЭ носит лишь качественный, приблизительный характер и не устанавливает прямой взаимосвязи регистрируемых параметров с конкретной стадией развития разрушения на объекте.
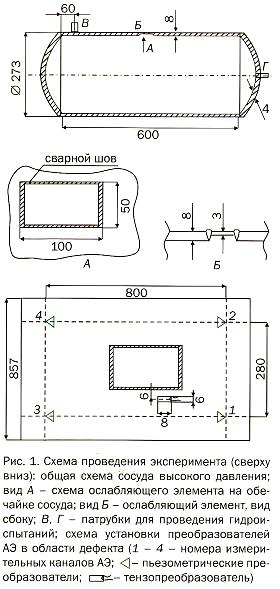
В настоящей работе сделана попытка на искусственном дефекте утонения стенки, исследовать стадии зарождения и развития разрушения при проведении испытаний внутренним давлением реального производственного объекта. Второй задачей работы являлось проведение сравнительного анализа характера развития инициированного дефекта на «чистом» образце и на образце, который сразу после инициации дефекта был отремонтирован сваркой с применением плоской усиливающей накладки, изготовленной из стали той-же марки и толщины, что и обечайка исходного образца.
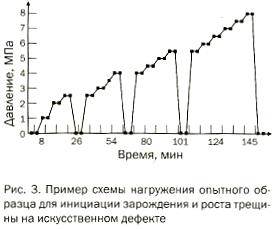
В качестве образцов были выбраны два однотипных сосуда высокого давления из стали 09Г2С. Параметры сосудов с инициированным дефектом представлены на рисунке 1. На рисунке 2 показан вид сосуда с приваренным усиливающим накладным элементом. Испытание объекта проводилось ступенчатым повышением давления через 1 и 0,5 мПа с выдержками согласно схеме на рисунке 3.

Нагружение сосуда в ходе эксперимента осуществляется ступенчато с 0 МПа до 12 МПа с шагом 0,1 МПа. Время выдержки на ступеньке составляет 5¸10 мин. Нагружение осуществляется циклично вплоть до момента образования трещиноподобного дефекта. Такой выбор уровней нагружения объекта объясняется предварительным расчетом прочностных характеристик области ослабляющего элемента сосуда, результаты которого показаны в таблице 1. Расчеты на прочность показали, что в ходе циклических ступенчатых нагружений при достижения давления в 10 мПа на данном инициированном дефекте возможно образование макродефектов с последующим разрушением при росте давления.
Расчетное давление для первичного образования микротрещин в области созданного концентратора напряжений составило 1,5-2 мПа. Наиболее же вероятное образование дефекта на ослабляющем элементе может начаться при внутреннем давлении сосуда, лежащем в интервале 3,5¸7 МПа. Исходя из этих соображений, первоначально нагружение осуществлялось до 8 МПа так, как показано на рисунке 3.
Непосредственно весь ход испытания образцов сопровождался регистрацией АЭ параметров с использованием системы A-Line 32DDMфирмы «Интерюнис». Контроль напряженно-деформированного состояния образца в зоне дефекта осуществлялся с применением штатной тензометрической приставки A-Line и тензометрических преобразователей фирмы HBM. На участках снижения давления до нуля, которое осуществлялось в среднем через каждые 2,5 мПа, производился детальный контроль зоны ослабляющего элемента на предмет развития трещиноподобных дефектов.
 Контроль осуществляется:
Контроль осуществляется:
- с применением метода магнитной памяти металла путем сканирования напряженности магнитного поля и определения эффективных концентраторов напряжений в области образования развивающегося дефекта [7];
- средствами визуально-измерительного контроля (лупа, линейка, штанген циркуль, рулетка);
- измерением твердости металла;
- при необходимости производится контроль проникающими веществами на предмет возможного обнаружения поверхностных развивающихся дефектов.
Первичное нагружение экспериментального образца
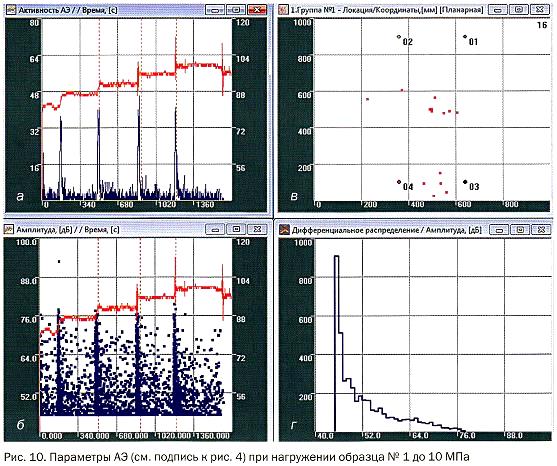
Первоначально образец был испытан в ходе первых 3-х циклов нагружения. Графические результаты измерения параметров акустической эмиссии в ходе первого нагружения выборочно (конечное нагружение в первом цикле) представлены на рисунке 4. Показаны следующие параметры АЭ (сверху вниз): 1 – суммарная активность АЭ от времени Nå(t); 2 – амплитуда событий АЭ от времени Ai(t); 3 – локационная диаграмма источников АЭ; 4 – амплитудное распределение потока событий АЭ N(A). Значение временных характеристик потока событий АЭ показаны на левой шкале ординат. Правая шкала ординат на всех рисунках параметров АЭ соответствует показаниям тензометрической системы в пересчете на изменение давления по абсолютной величине в кг/см2.
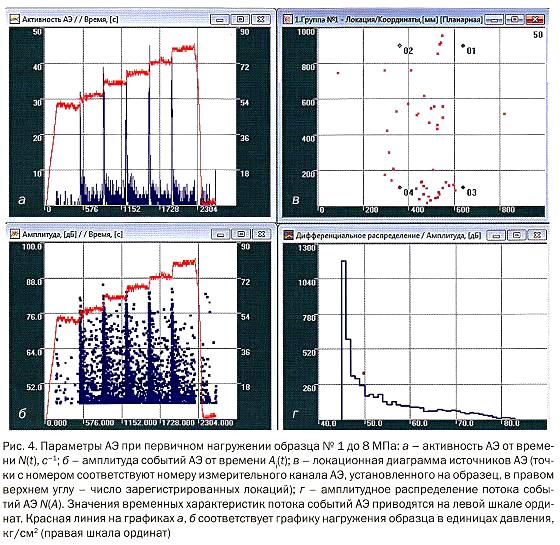
Из зависимостей на рисунке видно, что первичное нагружение сосуда сопровождается интенсивным акустико-эмиссионным излучением, при этом количественные характеристики параметров АЭ увеличиваются с ростом давления. Это хорошо согласуется с данными литературы, в частности [2], где рассматриваются основные механизмы АЭ, возникающие в образце при монотонном деформировании предварительно недеформированных образцов. Показано, что одним из основных механизмов АЭ при первичном растяжении можно считать появление в материале пластически деформируемых микрообъемов вплоть до начала упрочнения. При этом ключевую роль играет так называемый эффект Кайзера [3], заключающийся в невоспроизводимости АЭ при повторном нагружении объекта. Однако, в случае образования трещиноподобных дефектов в результате нагружения в действие приводятся принципиально другие механизмы источников АЭ и эффект Кайзера нарушается (при росте опасных трещиноподобных дефектов выполняется эффект Фелисити) [4]. На этом принципе в литературе построена методология обнаружения и оценка степени опасности существующих в нагруженном материале диагностируемой конструкции дефектов.
Отсутствие возникновения трещиноподобных дефектов в ходе первого нагружения подтверждают другие параметры АЭ, в частности локационные диаграммы и амплитудные распределения на рисунке 4. Из локационной диаграммы 3 на графике видно, что источники АЭ имеют случайный, распределенный характер, при этом сигналы в зоне расположения пластины не локализуются. Этот факт подтверждают амплитудное распределение, приведенное внизу на рисунке 4, которое имеет характерный для случайного процесса Пуассоновский вид без ярко выраженных отклонений. Показано, что распределенный, случайный характер излучения источников АЭ соответствует механизмам упруго-пластических деформаций материала при его нагружении [5]. Характер монотонного снижения АЭ при спаде давления также соответствует данным литературы и обусловлен, в основном, процессами релаксации упругих напряжений металла после снятия нагрузки [3].
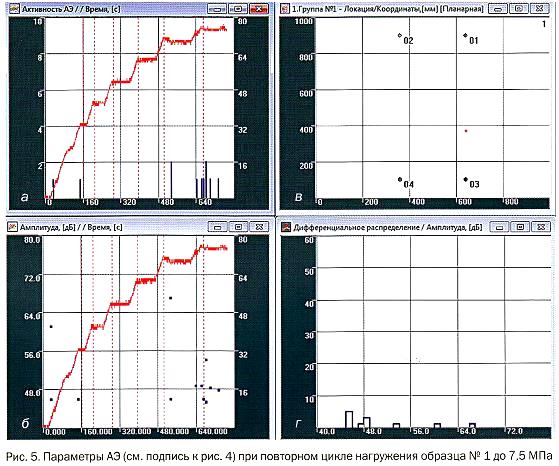
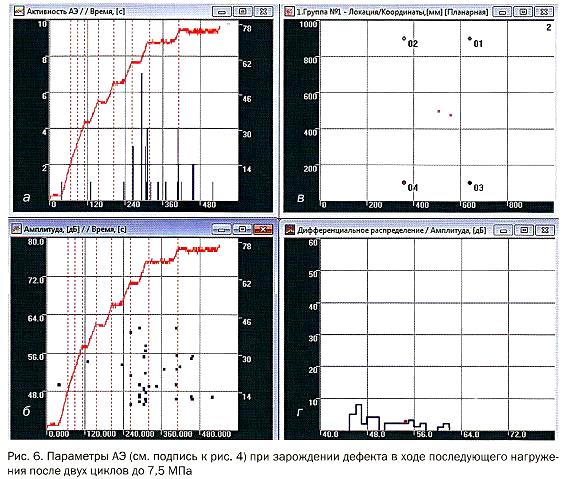
В ходе последующих 2-х циклов нагружения, как и ожидалось, уровень параметров АЭ в соответствии с выполнением эффекта Кайзера снизился практически до нуля, что видно из рисунков 5, 6. Однако, уже в ходе реализации 2-го цикла до давления 7,5 мПа (рисунок 5) были зафиксированы первые одиночные высокоамплитудные импульсы АЭ. Возникновение дискретной составляющей АЭ подтвердил также вид амплитудного распределения 4 с характерным высокоамплитудным максимумом в области от 50 до 65 Дб (см. рисунок 5). Это позволило предположить появление источников АЭ, соответствующих зарождению трещиноподобного дефекта. Данное предположение подтвердилось в ходе последующего цикла, параметры которого показаны на рисунке 6. Видно, что в ходе нагружения изменились количественные характеристики дискретной составляющей, а единичные события АЭ регистрировались практически в течение всего времени нагружения. При этом амплитуда импульсов АЭ существенно возросла. Так на диаграмме N(A) появился дополнительный высокоамплитудный максимум в области от 70 до 84 Дб. Проверка зарегистрированных лоцированных событий показала, что сигнал образует единичный кластер в центральной области ослабляющего элемента (пластины с утонением), что видно из рисунка 6, диаграмма 4.
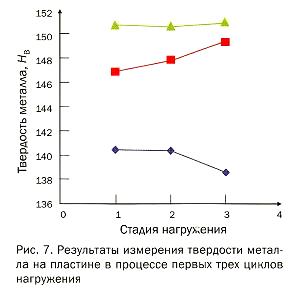 Результаты дополнительного дефектоскопического контроля, проведенные во время реализации первых трех циклов нагружения, показаны на рисунках 7-9. Видно, что значения твердости металла образца (см. рис. 7), измеренные в разных точках пластины, испытывают коррелированные в зависимости от нагрузки изменения. При этом механические свойства металла в центральной части пластины существенно отличаются от твердости, измеренной вблизи сварного соединения.
Результаты дополнительного дефектоскопического контроля, проведенные во время реализации первых трех циклов нагружения, показаны на рисунках 7-9. Видно, что значения твердости металла образца (см. рис. 7), измеренные в разных точках пластины, испытывают коррелированные в зависимости от нагрузки изменения. При этом механические свойства металла в центральной части пластины существенно отличаются от твердости, измеренной вблизи сварного соединения.
Представленные данные измерения твердости на пластине образца носят в целом нетривиальный характер и заслуживают отдельного обсуждения. Так отсутствие изменения твёрдости в околошовной зоне на обечайке соответствует тому что в данной области происходит упругая или близкая к упругой деформация не меняющая структуру и прочностные свойства металла. Рост твёрдости в околошовной зоне на пластине говорит о том, что в данной области металл в ходе нагружения упрочняется. Упрочнение связано с пластической деформацией металла. Для данной области пластические деформации не превосходят предела, при котором начинается деградация материала. Металл работает внутри своего ресурса пластичности – при пластическом формоизменении меняется структурное состояние металла, но накопления необратимых дефектов структуры еще не происходит. Уменьшение твёрдости в центре пластины означает начало структурной деградации материала. Металл уже выработал свой ресурс пластичности – накопление дефетов структуры, в том числе внутренних границ деформационного происхождения, достигло предела, при котором дефекты начинают сливаться друг с другом. Данный процесс связан с необратимой деградацией механических свойств металла и обусловлен процессами зарождения, роста и размножения микротрещин.
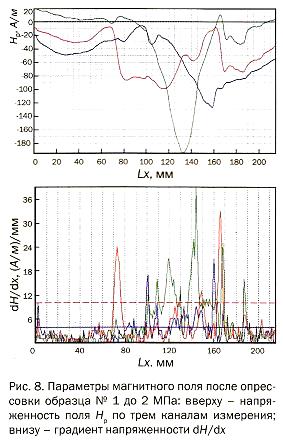 Отметим, что при дальнейшем росте напряжений в процессе пластической деформации металл реагирует на вынужденное формоизменение, включая постепенно, последовательно различные механизмы деформации и образуя при каждом значении деформации определенный тип структуры. Каждому значению деформирующих напряжений и деформационного упрочнения соответствует вполне определенный тип структуры данного металла. При увеличении степени деформации металл исчерпывает возможные механизмы пластической деформации, ресурс его пластичности вырабатывается, начинается процесс разрушения − зарождение, рост, размножение трещин, что приводит в конечном итоге к макроразрушению деформируемого металла. Исходя из вышеизложенного, поскольку материал в центре более пластичен, то можно предположить, что в этой области наступление предельного состояния может наступить раньше и, по-видимому, возникновение дефекта наиболее вероятно в этой части образца, чем по краям пластины в области сварки. Последний вывод хорошо коррелирует с результатами локации источников АЭ, показанных на рисунке 6. Видно, что появившийся в результате нагружения кластер с лоцируемыми источниками АЭ расположен также в центральной части пластины. Диаграммы сканирования магнитного поля по методу магнитной памяти металла представлены на рисунках 8¸9. Разброс значений Hp по каналам на рисунке 8 можно объяснить нескомпенсированными областями напряжений сварного шва пластины. Действительно, как видно из рисунка 9, картина областей концентраторов напряжений после первых трех циклов существенно изменилась. В целом значения напряженности Hp возросли до 180 А/м, а наряду с оставшимся краевым магнитным эффектом сварного шва в области 76 мм по линии сканирования (центр пластины) появился дополнительный коррелированный по двум каналам пик градиента Hp.
Отметим, что при дальнейшем росте напряжений в процессе пластической деформации металл реагирует на вынужденное формоизменение, включая постепенно, последовательно различные механизмы деформации и образуя при каждом значении деформации определенный тип структуры. Каждому значению деформирующих напряжений и деформационного упрочнения соответствует вполне определенный тип структуры данного металла. При увеличении степени деформации металл исчерпывает возможные механизмы пластической деформации, ресурс его пластичности вырабатывается, начинается процесс разрушения − зарождение, рост, размножение трещин, что приводит в конечном итоге к макроразрушению деформируемого металла. Исходя из вышеизложенного, поскольку материал в центре более пластичен, то можно предположить, что в этой области наступление предельного состояния может наступить раньше и, по-видимому, возникновение дефекта наиболее вероятно в этой части образца, чем по краям пластины в области сварки. Последний вывод хорошо коррелирует с результатами локации источников АЭ, показанных на рисунке 6. Видно, что появившийся в результате нагружения кластер с лоцируемыми источниками АЭ расположен также в центральной части пластины. Диаграммы сканирования магнитного поля по методу магнитной памяти металла представлены на рисунках 8¸9. Разброс значений Hp по каналам на рисунке 8 можно объяснить нескомпенсированными областями напряжений сварного шва пластины. Действительно, как видно из рисунка 9, картина областей концентраторов напряжений после первых трех циклов существенно изменилась. В целом значения напряженности Hp возросли до 180 А/м, а наряду с оставшимся краевым магнитным эффектом сварного шва в области 76 мм по линии сканирования (центр пластины) появился дополнительный коррелированный по двум каналам пик градиента Hp.
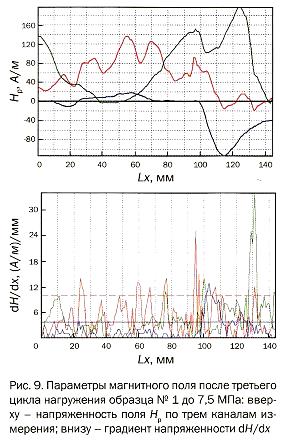
Есть основания полагать, что это связано с процессом образования новых концентраторов напряжений [7] в центре пластины в ходе реализации первых трех циклов нагружения.
Отметим, что зарегистрированные после первых трех циклов нагружения дискретные источники АЭ соответствуют процессам зарождения микродефектов на эффективных концентраторах напряжений и дальнейшему возникновению микрорастрескивания в области нагружения. Однако, несмотря на произведенный прочностной расчет, значений зарегистрированных параметров АЭ явно недостаточно для непосредственного образования и роста трещины. Данный эффект, как показано в литературе [5], должен сопровождаться существенно большими значениями регистрируемых параметров АЭ. Кроме того, произведенный дополнительный дефектоскопический контроль области утонения после трех циклов нагружения также не показал наличие развитых трещин или других дефектов, способных довести образец до разрушения.
Таким образом, в ходе проведенных первых трех циклов измерений выявлены процессы образования микродефектов на эффективных концентраторах напряжений. В тоже время приложенных расчетных напряжений оказалось недостаточно для образования и роста активных макродефектов, которые могли бы привести к последующему разрушению. Сделан вывод, что по данным ДДК дальнейшее развитие разрушения наиболее вероятно в центральной части пластины, подвергнутой наибольшим структурным изменениям в ходе нагружения.
Увеличение расчетного уровня нагрузки при испытании
В ходе последующего нагружения для ускорения процесса роста дефекта уровень максимальной нагрузки был увеличен до 10 мПа. Соответствующая диаграмма дальнейшего нагружения от 8 до 10 мПа показана на рисунке 10 (1,2). Видно, что дальнейший рост нагрузки также сопровождается интенсивным АЭ излучением, обусловленным как процессами релаксации напряжений при нагружении образца, так и слабой дискретной составляющей АЭ, ответственной за дальнейшее образование и развитие концентраторов напряжений на структурных неоднородностях. Последнее подтверждается локационной диаграммой 3 с источниками, расположенными в центре пластины утонения и соответствующим отклонением амплитудного распределения 4 от нормального пуассоновского вида в высокоамплитудной области. Отметим, что повторный цикл нагружения до 9 мПа после увеличения нагрузки также не дал ожидаемых результатов роста трещины (см. рисунок 11). Видно, что характер представленных зависимостей параметров АЭ практически идентичен предыдущему циклу нагружения до 7,5 мПа (рис. 6).
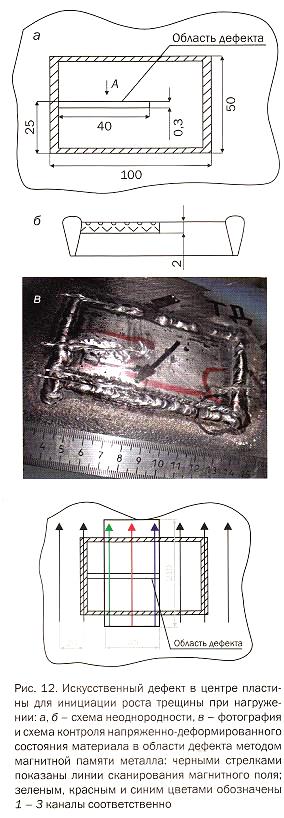 Сделан вывод, чтобы на действующих уровнях нагружения смоделировать процесс разрушения, т.е. сформировать требуемый развивающийся трещиноподобный дефект, необходимо в области с наихудшими прочностными свойствами (центр пластины, как показано выше) создать дополнительный искусственный концентратор напряжений. С этой целью в центре пластины был выполнен узкий пропил с геометрическими размерами, показанными на схеме (рисунок 12). На этом же рисунке ниже представлено соответствующее фото инициированного дефекта.
Сделан вывод, чтобы на действующих уровнях нагружения смоделировать процесс разрушения, т.е. сформировать требуемый развивающийся трещиноподобный дефект, необходимо в области с наихудшими прочностными свойствами (центр пластины, как показано выше) создать дополнительный искусственный концентратор напряжений. С этой целью в центре пластины был выполнен узкий пропил с геометрическими размерами, показанными на схеме (рисунок 12). На этом же рисунке ниже представлено соответствующее фото инициированного дефекта.
Нагружение после инициации трещиноподобного дефекта.
Дальнейшее нагружение проводилось циклично до 11 мПа, в дополнительный дефектоскопический контроль была включена также область по периметру произведенного искусственного дефекта, показанного на рисунке 12.
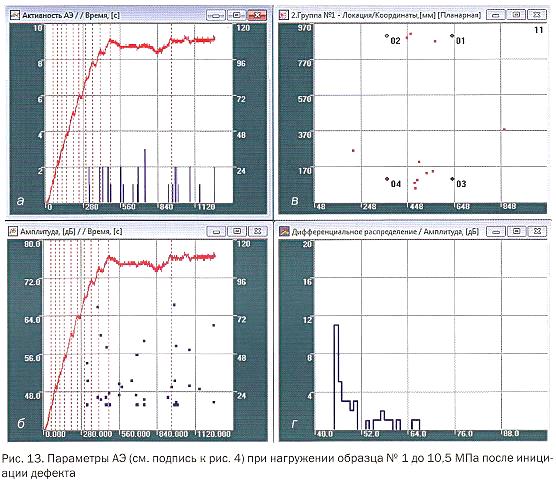
Данные первого цикла нагружения до 10,5 мПа после подъема и выдержки давления на уровне 11 мПа показаны на рисунке 13. В результате проведенных манипуляций с инициацией дефекта в ходе нагружения достигнуто существенное увеличение количественных характеристик параметров АЭ. Так на рисунке 13, диаграмма 1 и 2 еще до достижения предыдущего максимального уровня нагрузки видна тенденция к увеличению статистических и динамических характеристик потока событий АЭ, при этом максимальная амплитуда дискретной составляющей АЭ потока выросла по сравнению с предыдущим циклом нагружения (рисунок 11) с 52 до 68 Дб. Это видно как из представленной временной зависимости Ai(t), так и по смещению второго максимума амплитудного распределения на диаграмме 4 в высокоамплитудную область. Есть основание полагать, что зарегистрированный эффект относится к процессу образования макротрещины на эффективном концентраторе напряжений.
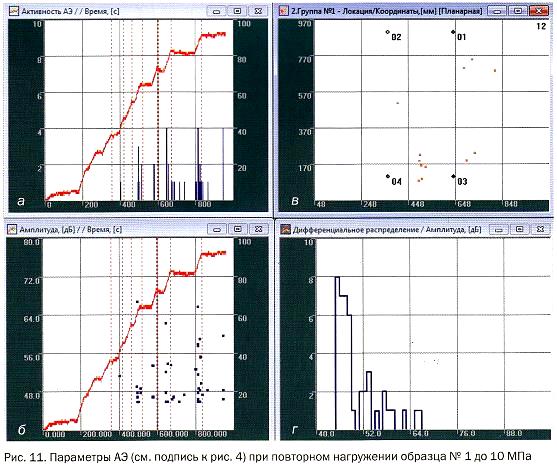
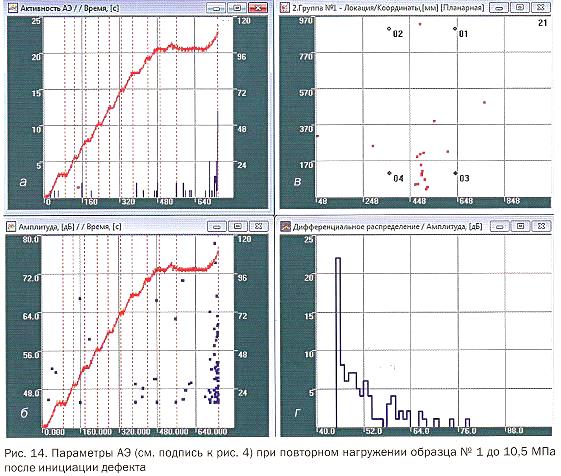
Повторное нагружение до 10,5 мПа показано на рисунке 14. Из диаграммы следует, что вблизи максимального уровня нагрузки после 10 мПа наблюдается скачкообразное увеличение активности и амплитуды регистрируемых событий АЭ. По-видимому, это можно связать с переходным процессом в материале от пассивного к активному росту макротрещины на сформированном дефекте.
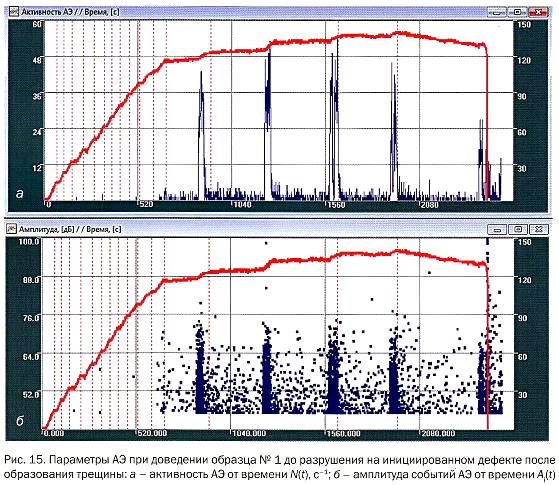
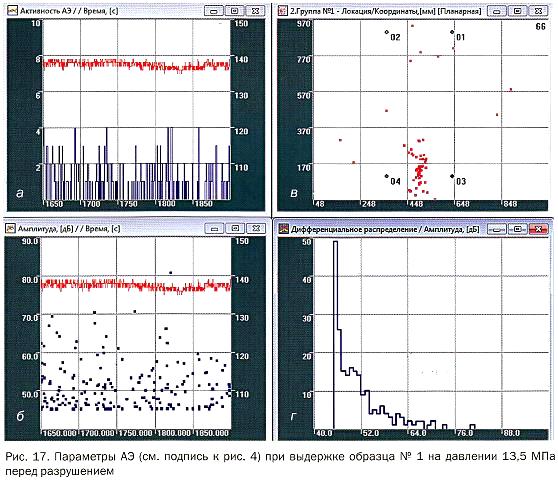
Дальнейшее увеличение нагрузки при последующем цикле нагружения подтвердило этот факт и при давлении 14,3 мПа образец был доведен до разрушения. Диаграмма нагружения и фото дефекта после разрушения показаны на рисунках 15 и 16 соответственно. Из рисунка 15 видно, что на всех статических участках выдержки давления наблюдается активный рост трещиноподобного дефекта. При этом четко регистрируется область лоцируемых событий, соответствующая местоположению инициированного дефекта на пластине. Необратимый рост дефекта также подтверждает тот факт, что параметры АЭ на статике практически не затухают (характерный вид параметров АЭ на статике представлен на рисунке 17), а амплитуда единичных импульсов АЭ с ростом статической нагрузки вплоть до разрушения постепенно увеличивается и достигает максимальных значений свыше 80 Дб. Такое поведение соответствует по общепринятой классификации степени опасности источников АЭ [6] катастрофически активному развивающемуся дефекту 4-го класса опасности.
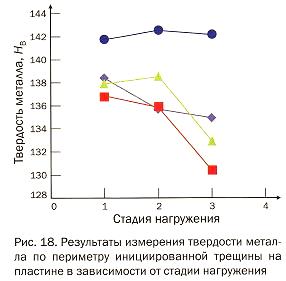
 Ниже представлены результаты дополнительного дефектоскопического контроля до- и после инициации трещиноподобного дефекта на пластине. Так на рисунке 18 показаны изменения твердости от момента создания дефекта на пластине и до его разрушения. Видно, что как и на рисунке 7, тенденции ухудшения свойств металла с развитием циклических нагрузок от околошовной зоны к центру пластины сохранилась. При этом наихудшие свойства металл имеет в точке раскрытия трещины, что выглядит вполне закономерно. Важно также отметить, что в области сварного шва и околошовной зоне, несмотря на дефект, прочностные свойства металла при действующих уровнях нагрузки практически не изменились. Этот вывод подтвердил и конечный результат, поскольку раскрытие трещины остановилось приблизительно в 10 мм в околошовной зоне от края сварного соединения (см. рис. 16).
Ниже представлены результаты дополнительного дефектоскопического контроля до- и после инициации трещиноподобного дефекта на пластине. Так на рисунке 18 показаны изменения твердости от момента создания дефекта на пластине и до его разрушения. Видно, что как и на рисунке 7, тенденции ухудшения свойств металла с развитием циклических нагрузок от околошовной зоны к центру пластины сохранилась. При этом наихудшие свойства металл имеет в точке раскрытия трещины, что выглядит вполне закономерно. Важно также отметить, что в области сварного шва и околошовной зоне, несмотря на дефект, прочностные свойства металла при действующих уровнях нагрузки практически не изменились. Этот вывод подтвердил и конечный результат, поскольку раскрытие трещины остановилось приблизительно в 10 мм в околошовной зоне от края сварного соединения (см. рис. 16).
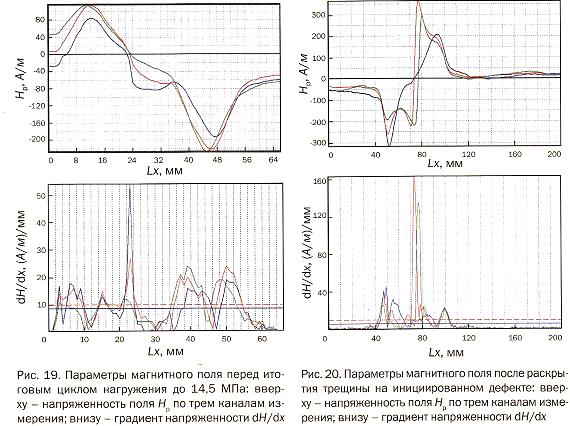
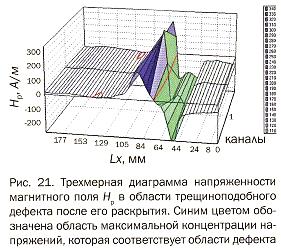
На рисунках 19÷21 представлены диаграммы сканирования напряженности магнитного поля в области инициированного дефекта также до- и после раскрытия трещиноподобного дефекта. Наибольший интерес представляют результаты, показанные на рисунке 19, относящиеся к сформированному в результате циклического нагружения активному трещиноподобному дефекту. На диаграмме виден четкий, коррелированный по трем каналам измерения, переход через ноль Hpсо сменой знака и соответствующий ему скачок градиента магнитного поля dH/dx. Место перехода на диаграмме соответствует краю дефекта. То, что данные по всем каналам коррелируют, говорит о мощном концентраторе напряжений и необратимых изменениях материала в ходе нагружения по всей длине дефекта. Напряженность, создавшуюся по всему периметру дефекта также хорошо видно по трехмерной диаграмме сканирования магнитного поля в области дефекта (см. рисунок 21). При этом абсолютные значения показателей на диаграммах в несколько раз превышают предельно допустимые значения. Это позволило сделать вывод в ходе эксперимента, что образец №1 с инициированной трещиной близок к разрушению.
Сформулируем основные выводы к данному разделу:
1. При проведении эксперимента на образце №1 на предварительно инициированном дефекте в виде узкого пропила удалось создать эффективный концентратор напряжений, на котором в ходе последующего нагружения создалась активная развивающуюся макротрещина, приведшая в дальнейшем образец к разрушению.
2. По данным АЭ четко зафиксирован момент перехода образца от пассивного к активному развитию разрушения, т.е. образованию макротрещины.
3. Зарегистированы параметры акустической эмиссии, соответствующие последовательному развитию трещины. Показано, что развитой стадии роста трещины соответствуют катастрофически опасные источники АЭ 4-го класса опасности.
4. Посредством данных дополнительного дефектоскопического контроля установлена прямая взаимосвязь параметров АЭ с конкретной стадией разрушения образца.
Результаты эксперимента с использованием усиливающего накладного элемента.
На рисунке 2 приведено фото образца №2 с усиливающим ремонтным элементом. Элемент был выполнен из стали толщиной и маркой идентичной материалу обечайки исходного образца. Нагружение образца осуществлялось по аналогичной схеме, что и для образца без ремонтной конструкции. В ходе эксперимента было осуществлено в общей сложности 3 цикла нагружения с максимально достигнутой нагрузкой 13 мПа.
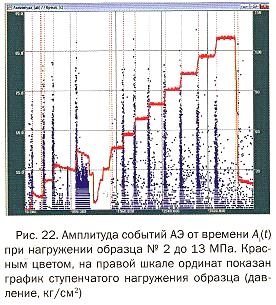
На рисунке 22 показана общая диаграмма нагружения образца до максимального уровня нагружения 13 мПа. Такой уровень нагрузок выбирался из соображения обеспечения идентичных условий на образце №2 для развития трещиноподобного дефекта. Для проверки выполнения эффекта Кайзера и подавления непрерывной составляющей АЭ при промежуточном уровне нагрузки 4 мПа был произведен сброс давления. На сбросе давления после проведенной первичной опрессовки были выполнены измерения твердости накладки и сканирование магнитного поля (см. результаты ниже). Видно, что при повторном нагружении до 4 мПа, эффект Кайзера выполняется, непрерывная составляющая АЭ практически отсутствует вплоть до достижения прежнего уровня нагрузки.
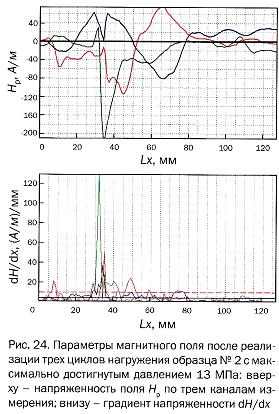
По результатам неразрушающего контроля для третьего цикла нагружения представляет принципиальный интерес данные акустической эмиссии (рисунок 23) и метода магнитной памяти металла (рисунки 24, 25). В частности, на рисунке 23 представлены временные диаграммы основных информативных параметров АЭ с наложенной кривой изменения напряженно-деформированного состояния металла.
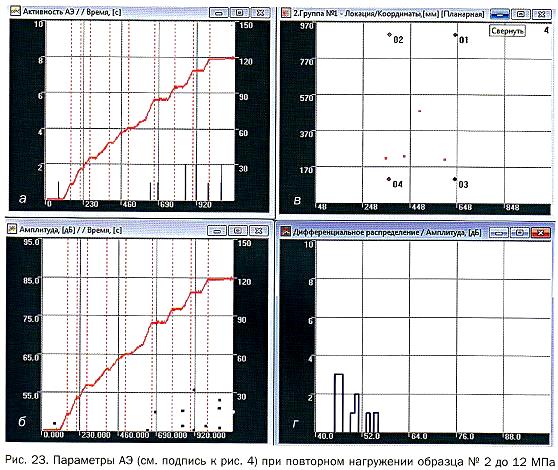
 Видно, что с ростом давления во время цикла нагружения также, как и для образца №1, возникают единичные высокоамплитудные сигналы АЭ дискретного характера. Наличие таких сигналов говорит о развитии опасных источников АЭ в области ремонтной конструкции, соответствующих развивающимся дефектам по классификации [6] второго класса опасности. Второй класс опасности на практике можно охарактеризовать, как начальная стадия образования и роста трещиноподобных дефектов. Тем не менее, говорить о серьезной опасности разрушения было бы преждевременно, поскольку источники на диаграмме 3 имеют распределенный, кластерный характер. Так на локационной диаграмме 4 рисунка 27 имеются 3¸4 области единичных локаций в центре и по краям накладки, активность сигналов при этом не превышает 8 имп/сек (диаграмма 1), а амплитуда сигналов находится в области от 40 до 58 Дб, что видно из диаграммы 3 рисунка 23.
Видно, что с ростом давления во время цикла нагружения также, как и для образца №1, возникают единичные высокоамплитудные сигналы АЭ дискретного характера. Наличие таких сигналов говорит о развитии опасных источников АЭ в области ремонтной конструкции, соответствующих развивающимся дефектам по классификации [6] второго класса опасности. Второй класс опасности на практике можно охарактеризовать, как начальная стадия образования и роста трещиноподобных дефектов. Тем не менее, говорить о серьезной опасности разрушения было бы преждевременно, поскольку источники на диаграмме 3 имеют распределенный, кластерный характер. Так на локационной диаграмме 4 рисунка 27 имеются 3¸4 области единичных локаций в центре и по краям накладки, активность сигналов при этом не превышает 8 имп/сек (диаграмма 1), а амплитуда сигналов находится в области от 40 до 58 Дб, что видно из диаграммы 3 рисунка 23.
Данные сканирования магнитного поля методом магнитной памяти металла показали, что природа обнаруженных источников АЭ, по-видимому, связана с образованием эффективных концентраторов в результате растягивающих не скомпенсированных напряжений на усиливающем элементе образца №2 (накладке). На рисунке 25 показана диаграмма распределения полей напряжения в области усиливающего элемента. Края области на рисунке соответствуют сварному шву по периметру приварки накладки. В частности, из диаграммы магнитных полей рассеяния видно, что после приложенных нагрузок образовалось как минимум три области опасных напряжений в центре и по краям накладного элемента. На рисунке 24 для области усиливающей накладки представлены диаграммы рассеяния магнитного поля Hp и градиента dH/dx, соответственно.
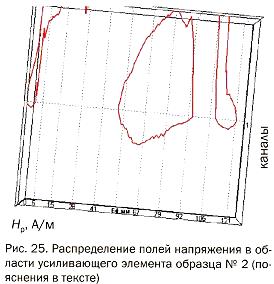
Из рисунков видно, что наиболее опасная область, находится в центральной части наплавки. Центральный пик распределения на графике Hp на порядок превышает предельно допустимые значения.
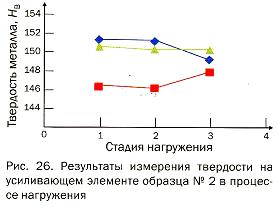
В тоже время, как и следовало ожидать, данные твердометрии не выявили каких-либо явных отклонений начальных значений твердости металла до- и после нагружения как в центральной части наплавки, так и в зоне термического влияния сварного шва (см. рисунок 26). Так средние значения твердости металла оказались практически идентичными как до-, так и после нагружения. Полученные данные позволяют сделать вывод, что несмотря на то, что материал ремонтной конструкции в результате нагружения практически не изменил своих структурных свойств, а образец выдержал испытание, тем не менее в области ремонтного элемента при росте нагрузки были обнаружены кластеры с источниками АЭ, соответствующие опасным развивающимся дефектам.
При этом результаты эксперимента показали, что развитие процессов разрушения на образце обусловлено образованием мощных концентраторов напряжений, возникших непосредственно на инициированном, отремонтированном дефекте, так и в области сварного шва приварки усиливающего элемента к обечайки экспериментального образца.
Полученный вывод говорит о необходимости формирования процедуры диагностического мониторинга ремонтных конструкций на опасных производственных объектах, которая позволила бы отслеживать динамику развития возможных дефектов и разрушений в ремонтных конструкциях и своевременно осуществлять мероприятия по их ремонту.
Список литературы
- Терентьев В.Ф. Усталость металлических материалов. - М.: Наука, 2002. - 248 с.
- Грешников В.А., Дробот Ю.Б.Акустическая эмиссия. - М.: Изд. Стандартов, 1976. - 272 с.
- Иванов В.И., Белов В.М. Акустико-эмиссионный контроль сварки и сварных соединений. - М.: Машиносторение. 1981. - 184 с.
- Акустико-эмиссионный контроль. Др. А.А. Поллок, авторская перепечатка из книги Металлы (MettalsHandbook), 9-ое издание, т. 17, ASMInt., 1989, с. 278-294.
- Баранов В.М., Гриценко А.И., Карасевич А.М. Акустическая диагностика и контроль на предприятиях топливно-энергетического комплекса. – М: Наука, 1998. – 304 с.
- Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов. ПБ 03-593-03. Госгортехнадзор России. 2003 г.
- Дубов А.А. и др. Метод магнитной памяти металла и приборы контроля. М.: Изд-во «Тиссо», 2006, - 2 т.
© 2018 - 2025 ООО «Стратегия НК»