
Обучение специалистов акустико-эмиссионному контролю






Осторожно: аммиак! Диагностирование аммиачных холодильных установок //Журнал "Технадзор" №11(24) ноябрь 2008г.
Осторожно: аммиак! Диагностирование аммиачных холодильных установок
//Журнал "Технадзор" №11(24) ноябрь 2008г.
Применение низких температур во всех областях техники и технологий постоянно расширяется. Потребителями холода являются практически все отрасли хозяйственной деятельности человека.Аммиак, при всех имеющихся недостатках, обладая высокими термодинамическими характеристиками, остается наиболее предпочтительным рабочим веществом для крупных холодильных установок, работающих в области умеренного холода. Обеспечение промышленной безопасности аммиачных холодильных установок (АХУ) является важнейшей задачей в условиях современного роста числа предприятий, нуждающихся в значительном хладоснабжении.
 Этот холодильный агент является природным веществом, обладает нулевыми потенциалами разрушения озонового слоя и не оказывает вредного воздействия на окружающую среду. Немаловажен такой показатель, как стоимость хладагента, т.к. в процессе эксплуатации неизбежны утечки холодильных агентов и существует необходимость дозаправки установок. Цена аммиака существенно ниже, чем у фреонов, а высокая текучесть последних в несколько раз увеличивает стоимость эксплуатации АХУ на фреоне, нежели на аммиаке. В пользу аммиака говорит и большой опыт его применения на холодильных установках, изученность свойств, наличие опытных кадров.
Этот холодильный агент является природным веществом, обладает нулевыми потенциалами разрушения озонового слоя и не оказывает вредного воздействия на окружающую среду. Немаловажен такой показатель, как стоимость хладагента, т.к. в процессе эксплуатации неизбежны утечки холодильных агентов и существует необходимость дозаправки установок. Цена аммиака существенно ниже, чем у фреонов, а высокая текучесть последних в несколько раз увеличивает стоимость эксплуатации АХУ на фреоне, нежели на аммиаке. В пользу аммиака говорит и большой опыт его применения на холодильных установках, изученность свойств, наличие опытных кадров.
Но аммиак является взрывоопасным и токсичным хладагентом и требует особого отношения к безопасности эксплуатации. Аммиачные холодильные установки являются объектами повышенной опасности, аварии которых из-за токсичности аммиака, а также из-за расположения АХУ на предприятиях в населенных пунктах могут привести к тяжелым последствиям. В этих условиях, наличие острого раздражающего запаха, позволяющего вовремя обнаружить утечку и принять меры к ликвидации аварийной ситуации не снижает требований промышленной безопасности при эксплуатации АХУ.
Вопросам безопасности аммиачных установок и изменениям в концепции такой безопасности традиционно уделялось большое внимание. С 30-х годов XX века в СССР было разработано несколько изданий «Правил устройства и безопасной эксплуатации аммиачных холодильных установок», каждое из которых соответствовало своему уровню развития холодильной техники. Были разработаны также «Мероприятия по повышению безопасности аммиачных холодильных установок» (1979 г.) и «Методические указания по контролю за соблюдением правил техники безопасности на холодильных установках (1984 г., 1991 г.).
 Основное внимание органы надзора уделяют контролю за выполнением предприятиями требований Федерального закона от 21.07.97 г. № 116-ФЗ «О промышленной безопасности опасных производственных объектов». В развитие вышеуказанного Федерального закона были разработаны ПБ 09-595-03 «Правила безопасности аммиачных холодильных установок», содержащие организационные, технические и технологические требования, выполнение которых способствует обеспечению безопасности при использовании стационарных компрессорных холодильных установок (систем хладоснабжения), работающих по замкнутому циклу с аммиаком в качестве холодильного агента. Правила предназначены для использования при проектировании, строительстве, реконструкции и эксплуатации аммиачных холодильных установок.
Основное внимание органы надзора уделяют контролю за выполнением предприятиями требований Федерального закона от 21.07.97 г. № 116-ФЗ «О промышленной безопасности опасных производственных объектов». В развитие вышеуказанного Федерального закона были разработаны ПБ 09-595-03 «Правила безопасности аммиачных холодильных установок», содержащие организационные, технические и технологические требования, выполнение которых способствует обеспечению безопасности при использовании стационарных компрессорных холодильных установок (систем хладоснабжения), работающих по замкнутому циклу с аммиаком в качестве холодильного агента. Правила предназначены для использования при проектировании, строительстве, реконструкции и эксплуатации аммиачных холодильных установок.
Кроме того, разработаны «Методические указания по обследованию технического состояния и обеспечения безопасности при эксплуатации аммиачных холодильных установок» РД 09-241-98, предназначенные для инспекторов химического надзора территориальных органов Ростехнадзора, а также для специалистов технических служб предприятий, осуществляющих ведомственный контроль за содержанием и эксплуатацией указанных установок.
 В ходе обследований органами надзора особое внимание уделяется вопросам соблюдения требований к технологическому оборудованию АХУ, состоянию технологической дисциплины, организации обучения и допуска персонала к работе, обеспечения антитеррористической устойчивости на объектах, работе производственного контроля предприятий, своевременности проведения технического освидетельствования сосудов (аппаратов) и аммиачных трубопроводов эксплуатируемых холодильных установок и др. При этом важное значение для безаварийной эксплуатации опасных производственных объектов имеет экспертиза промышленной безопасности.
В ходе обследований органами надзора особое внимание уделяется вопросам соблюдения требований к технологическому оборудованию АХУ, состоянию технологической дисциплины, организации обучения и допуска персонала к работе, обеспечения антитеррористической устойчивости на объектах, работе производственного контроля предприятий, своевременности проведения технического освидетельствования сосудов (аппаратов) и аммиачных трубопроводов эксплуатируемых холодильных установок и др. При этом важное значение для безаварийной эксплуатации опасных производственных объектов имеет экспертиза промышленной безопасности.
Основные элементы аммиачных холодильных установок, обеспечивающие протекание технологического процесса получения холода - сосуды, трубопроводы и компрессоры. Порядок и методы проведения диагностирования технического состояния и определения остаточного ресурса безопасной эксплуатации сосудов, трубопроводов и компрессоров аммиачных холодильных установок, находящихся в эксплуатации устанавливаются в РД 09-244-98 «Инструкции по проведению диагностирования технического состояния сосудов, трубопроводов и компрессоров промышленных аммиачных холодильных установок».
Примечательно, что в большинстве нормативных документов, устанавливающих требования к порядку диагностирования наиболее опасных и при этом наименее пригодных к диагностированию объектов (например сосудов и трубопроводов АХУ) очень четко прописано применение интегрального метода контроля — метода акустической эмиссии (АЭ).
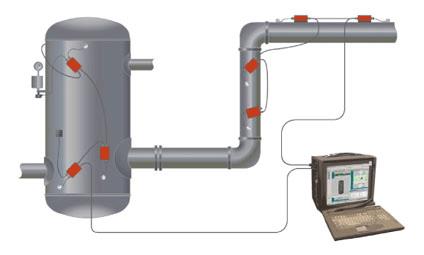 На сосудах и трубопроводах АХУ согласно РД 09-244-98 акустико-эмиссионный контроль производится при пневматическом или гидравлическом испытании, причем в качестве нагружающего тела разрешается использовать газообразный аммиак, что позволяет не выводить оборудование из эксплуатации. Руководствуясь данным РД, если внутренний осмотр нельзя выполнить с помощью доступных средств (например, крайне затруднен или невозможен осмотр маслоотделителей и маслосборников), то он должен быть заменен неразрушающим контролем сосуда акустико-эмиссионным методом и более полной ультразвуковой толщинометрией. В случае если при изготовлении (монтаже) трубопровода контроль сварных швов не проводился (или данные о контроле отсутствуют), трубопровод подвергается акустико-эмиссионному контролю по всей длине трубопровода или контролю ультразвуковым, либо радиографическим методом в объеме не менее 10% сварных стыков труб. Если при контроле радиографическим или ультразвуковым методом (а также другими методами НК) будут выявлены недопустимые дефекты, то трубопровод должен быть подвергнут контролю в объеме 100% длины акустико-эмиссионным методом или в объеме 100% сварных стыков радиографическим или ультразвуковым методом.
На сосудах и трубопроводах АХУ согласно РД 09-244-98 акустико-эмиссионный контроль производится при пневматическом или гидравлическом испытании, причем в качестве нагружающего тела разрешается использовать газообразный аммиак, что позволяет не выводить оборудование из эксплуатации. Руководствуясь данным РД, если внутренний осмотр нельзя выполнить с помощью доступных средств (например, крайне затруднен или невозможен осмотр маслоотделителей и маслосборников), то он должен быть заменен неразрушающим контролем сосуда акустико-эмиссионным методом и более полной ультразвуковой толщинометрией. В случае если при изготовлении (монтаже) трубопровода контроль сварных швов не проводился (или данные о контроле отсутствуют), трубопровод подвергается акустико-эмиссионному контролю по всей длине трубопровода или контролю ультразвуковым, либо радиографическим методом в объеме не менее 10% сварных стыков труб. Если при контроле радиографическим или ультразвуковым методом (а также другими методами НК) будут выявлены недопустимые дефекты, то трубопровод должен быть подвергнут контролю в объеме 100% длины акустико-эмиссионным методом или в объеме 100% сварных стыков радиографическим или ультразвуковым методом.
Достаточно привести выдержку из РД, утвержденного органами Ростехнадзора еще в 1998г., чтобы понять значение метода АЭ-контроля для обеспечения безопасности эксплуатации оборудования АХУ: «Метод акустико-эмиссионного контроля позволяет выявить наличие дефектов, склонных к развитию при рабочих нагрузках. Метод АЭ-контроля особенно эффективен при проведении обязательного 100%-ного контроля сосуда, особенно в тех случаях, когда для проведения УЗД есть технические сложности (например, затруднен доступ к сварным швам в полном объеме). АЭ-контроль в сочетании с подробной толщинометрией — эффективный метод контроля при диагностировании сосудов, недоступных для внутреннего осмотра (отделителей масла ОММ, некоторых конструкций ресиверов, отделителей жидкости и других)».
В заключение хотелось бы отметить, что современный уровень развития средств неразрушающего контроля позволяет с легкостью решать подобные задачи, о чем мы неоднократно освещали внимательного читателя данного журнала. Но одно только выполнение технической диагностики даже на самом высоком уровне не гарантирует заказчику решение всего комплекса вопросов, связанных с качественным выполнением экспертизы промышленной безопасности АХУ. Следует отметить, что зачастую при изучении заключений экспертизы промышленной безопасности выявляется так называемый единичный подход к оборудованию АХУ — выборочная экспертиза промышленной безопасности отдельных единиц АХУ и полное отсутствие комплексного подхода экспертных организаций к объекту. Подобное непонимание вопроса часто встречается не только у исполнителя, но и у заказчика экспертизы. АХУ является сложной технологической системой, надежность которой определяется надежностью её составных элементов.
© 2018 - 2025 ООО «Стратегия НК»