
Внесены в Реестр СИ




Диагностика металлоконструкций козлового крана с применением метода акустической эмиссии. Акустическая эмиссия против усталости металла //Журнал "ТехНадзор" №2(15) февраль 2008г.
Диагностика металлоконструкций козлового крана с применением метода акустической эмиссии. Акустическая эмиссия против усталости металла
Кузьмин А.Н., Жуков А.В., Журавлев Д.Б., Филиппов С.Ю.
//Журнал "ТехНадзор" №2(15) февраль 2008г.
На сегодняшний день вопросы обеспечения безопасной эксплуатации и экспертизы промышленной безопасности подъемных сооружений находятся в самом центре внимания надзорных органов. Одной из составляющих экспертизы подъёмного сооружения является достоверное техническое диагностирование металлоконструкций крана на предмет выявления опасных эксплуатационных дефектов. В настоящей работе рассмотрен опыт применения акустико-эмиссионного метода контроля для диагностирования металлоконструкций подъёмных сооружений [1]. Из опыта эксплуатации козловых кранов известно, что в результате воздействия различных неблагоприятных факторов в металлоконструкциях образуются опасные усталостные разрушения. Выявление таких дефектов в процессе проведения освидетельствования кранов традиционными методами контроля по существующим методикам представляется крайне проблематичным, особенно в труднодоступных или скрытых местах. Исходя из этого, с целью выявления опасных эксплуатационных дефектов и достоверной оценки технического состояния крана, наша фирма применяет метод акустической эмиссии. Данный метод позволяет регистрировать волны упругих напряжений, возникающих в результате внутренней локальной динамической перестройки структуры материала конструкции. Такими процессами сопровождается накопление повреждений конструкции, образование и рост трещин, что в конечном итоге приводит к наступлению предельного состояния и разрушению конструкции.
В статье представлен наш опыт работы по техническому диагностированию с применением метода акустической эмиссии металлоконструкций козлового крана ККС-10 грузоподъёмностью 10 тонн. На рисунке 1 представлен общий вид диагностируемого козлового крана. АЭ контроль осуществлялся в соответствии с требованиями действующих правил ПБ 03-593-03 [2]. Целью проведения АЭ контроля является выявление развивающихся и склонных к развитию дефектов, проявляющихся в процессе изменения нагрузки, определение их местоположения и оценка их опасности. Для проведения АЭ контроля использовалась цифровая АЭ система «A-Line32D» с преобразователями акустической эмиссии (ПАЭ) типа GT-200. ПАЭ устанавливались на зачищенную до металлического блеска поверхность объекта контроля через контактную смазку и крепились магнитными держателями.

Методика контроля
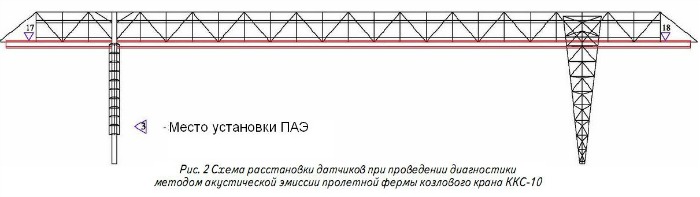
Контроль проводился для следующих частей крана: пролетной горизонтальной фермы и несущих четырех опор. На рисунках 2,3,4 представлены схемы расстановки преобразователей акустической эмиссии (ПАЭ) для указанных металлоконструкций. Схема расстановки ПАЭ на рисунке 2 в режиме линейной локации позволила провести 100% контроль конструкции пролетной горизонтальной фермы, включая сварные стыки.
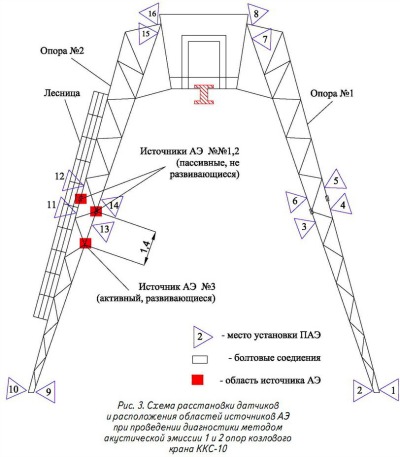 Контроль несущих опор (рисунок 3 и 4), ввиду сложности геометрии конструкции, осуществлялся с установкой на каждую опору минимум по восемь датчиков. Такая схема выбиралась из необходимости минимизации влияния ложных сигналов АЭ, возникающих на узловых соединениях опор, а также элементах раскосов опор. Кроме того, при контроле несущих опор для увеличения достоверности результатов акустической эмиссии использовались комбинированные схемы локации на основе линейной и треугольной схемы. Перед проведением АЭ контроля каналы АЭ аппаратуры калибровались с помощью источника Су-Нильсена. Калибровка проводилась с целью проверки чувствительности каналов, а также для определения скорости распространения упругих волн в объекте контроля. АЭ контроль диагностируемого объекта проводился в низкочастотном диапазоне. Выбор полосы частот фильтра обусловлен необходимостью устойчивой регистрации источников АЭ вдали от приёмного преобразователя в условиях выбранной схемы локации. Нагружение объекта контроля проводилось посредством подъёма и удержания нормированных грузов в рабочих условиях в пределах 5-12 тонн в соответствии с [2].
Контроль несущих опор (рисунок 3 и 4), ввиду сложности геометрии конструкции, осуществлялся с установкой на каждую опору минимум по восемь датчиков. Такая схема выбиралась из необходимости минимизации влияния ложных сигналов АЭ, возникающих на узловых соединениях опор, а также элементах раскосов опор. Кроме того, при контроле несущих опор для увеличения достоверности результатов акустической эмиссии использовались комбинированные схемы локации на основе линейной и треугольной схемы. Перед проведением АЭ контроля каналы АЭ аппаратуры калибровались с помощью источника Су-Нильсена. Калибровка проводилась с целью проверки чувствительности каналов, а также для определения скорости распространения упругих волн в объекте контроля. АЭ контроль диагностируемого объекта проводился в низкочастотном диапазоне. Выбор полосы частот фильтра обусловлен необходимостью устойчивой регистрации источников АЭ вдали от приёмного преобразователя в условиях выбранной схемы локации. Нагружение объекта контроля проводилось посредством подъёма и удержания нормированных грузов в рабочих условиях в пределах 5-12 тонн в соответствии с [2].
 Значительным фактором, снижающим эффективность АЭ контроля, являются шумы. Основными источниками шумов при проведении АЭ контроля в рабочих условиях являются механические шумы, вибрации, электрические помехи в результате работы различного электрооборудования, двигателей и агрегатов. С целью минимизации помех АЭ диагностика проводилась на неподвижном кране вдали от источников механических шумов. С целью повышения соотношения сигнал шум и выделения полезного сигнала применялись также аппаратурные методы устранения помех, к которым относятся, в частности, узкополосная фильтрация входного сигнала, метод когерентных замеров, а также аппаратурные методы фильтрации в режиме постобработки [3].
Значительным фактором, снижающим эффективность АЭ контроля, являются шумы. Основными источниками шумов при проведении АЭ контроля в рабочих условиях являются механические шумы, вибрации, электрические помехи в результате работы различного электрооборудования, двигателей и агрегатов. С целью минимизации помех АЭ диагностика проводилась на неподвижном кране вдали от источников механических шумов. С целью повышения соотношения сигнал шум и выделения полезного сигнала применялись также аппаратурные методы устранения помех, к которым относятся, в частности, узкополосная фильтрация входного сигнала, метод когерентных замеров, а также аппаратурные методы фильтрации в режиме постобработки [3].
Оценка зарегистрированных источников АЭ проводилась по амплитудному критерию, изложенному в ПБ 03-593-03, в соответствии с которым источники АЭ разделают на 4 класса.
Результаты
В результате проведения акустико-эмиссионного контроля металлоконструкции пролетной фермы козлового крана (рис. 2) оказались в удовлетворительном состоянии. При контроле вертикальных опор козлового крана (рис. 3) обнаружены источники АЭ 1-го и 2-го класса опасности, соответствующие неразвивающимся и развивающимся дефектам соответственно. На рисунке видно, что в областях болтовых соединений секций опор обнаружены пассивные, неразвивающиеся источники АЭ первого класса опасности. Анализ частотного спектра сигнала АЭ от данных источников показал неоднородный широкополосный характер спектра в полосе частот от 30 до 350 кГц со смещением максимума в низкочастотную область спектра до 50 кГц. Это позволило сделать предположение о помеховом характере регистрируемого АЭ сигнала. При проверке неразрушающими методами контроля мест расположения пассивных источников АЭ 1-го класса опасности других дефектов (кроме незатянутых болтовых соединений) в основном металле и прилегающих сварных соединениях обнаружено не было. Этот факт подтвердила последующая протяжка болтовых соединений в местах обнаруженных источников АЭ 1-го класса, после которой источники АЭ были устранены. Таким образом, применение метода АЭ позволяет качественно оценить состояние болтовых соединений всего козлового крана, а также в случае наличия незатянутых болтовых соединений точно определить местоположение по локационной картине.
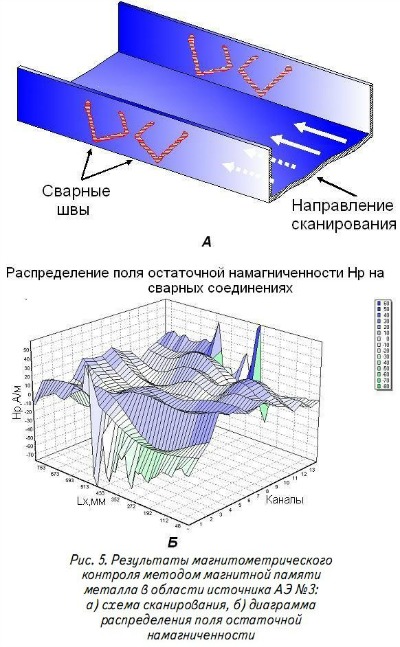 Источник АЭ 2-го класса опасности (№3 на рисунке 3) был обнаружен по характерной локационной диаграмме в одном из мест приварки раскосов к боковой ферме опоры. Частотные параметры источника АЭ соответствовали трещиноподобному дефекту со смещением максимума спектра в высокочастотную область. На рисунке 4 представлен фрагмент опоры с обнаруженным источником АЭ 2-го класса опасности. Дополнительный дефектоскопический контроль (ДДК) основного металла и прилегающих сварных соединений на предмет выявления недопустимых дефектов в месте обнаруженного источника АЭ проводился с применением визуально-измерительного контроля, ультразвукового контроля, контроля проникающими веществами и магнитометрического контроля. По результатам ВИК из обнаруженных дефектов следует выделить только изгиб бокового раскоса металлоконструкции. При проведении магнитометрического контроля сварных соединений методом магнитной памяти металла [4] в области расположения источника АЭ обнаружены зоны нескомпенсированных механических напряжений. Последние чаще всего являются причиной зарождения и развития опасных трещиноподобных дефектов, которые обычными физическими методами контроля (ВИК, УЗК, КПВ) могут быть не выявлены. На рисунке 5 показана схема сканирования области расположения источника АЭ 2-го класса опасности (а) и трёхмерная диаграмма распределения поля остаточной намагниченности сканируемого фрагмента. Видно, что в областях расположения сварных швов (по краям диаграммы) поле распределения остаточной намагниченности испытывает нелинейные изменения, в несколько раз превышающие допустимые пороговые значения. Такой результат позволил специалистам сделать вывод о необходимости последующего ремонта сварных соединений в области выявленного источника АЭ 2-го класса опасности.
Источник АЭ 2-го класса опасности (№3 на рисунке 3) был обнаружен по характерной локационной диаграмме в одном из мест приварки раскосов к боковой ферме опоры. Частотные параметры источника АЭ соответствовали трещиноподобному дефекту со смещением максимума спектра в высокочастотную область. На рисунке 4 представлен фрагмент опоры с обнаруженным источником АЭ 2-го класса опасности. Дополнительный дефектоскопический контроль (ДДК) основного металла и прилегающих сварных соединений на предмет выявления недопустимых дефектов в месте обнаруженного источника АЭ проводился с применением визуально-измерительного контроля, ультразвукового контроля, контроля проникающими веществами и магнитометрического контроля. По результатам ВИК из обнаруженных дефектов следует выделить только изгиб бокового раскоса металлоконструкции. При проведении магнитометрического контроля сварных соединений методом магнитной памяти металла [4] в области расположения источника АЭ обнаружены зоны нескомпенсированных механических напряжений. Последние чаще всего являются причиной зарождения и развития опасных трещиноподобных дефектов, которые обычными физическими методами контроля (ВИК, УЗК, КПВ) могут быть не выявлены. На рисунке 5 показана схема сканирования области расположения источника АЭ 2-го класса опасности (а) и трёхмерная диаграмма распределения поля остаточной намагниченности сканируемого фрагмента. Видно, что в областях расположения сварных швов (по краям диаграммы) поле распределения остаточной намагниченности испытывает нелинейные изменения, в несколько раз превышающие допустимые пороговые значения. Такой результат позволил специалистам сделать вывод о необходимости последующего ремонта сварных соединений в области выявленного источника АЭ 2-го класса опасности.
Выводы
Опыт применения метода акустической эмиссии для диагностики технического состояния металлоконструкций козловых кранов показал целесообразность и необходимость применения метода акустической эмиссии для оценки технического состояния крана, обоснования необходимости проведения и объёма ремонтных мероприятий. Метод АЭ обеспечивает 100%-ный контроль металлоконструкций всего козлового крана за один цикл измерений, а также позволяет оценивать состояние болтовых соединений и в случае наличия незатянутых соединений выявлять их точное местоположение. Применение метода АЭ позволяет регистрировать места, как развивающихся дефектов, так и потенциальных дефектов еще на стадии их зарождения, что дает возможность оценки накопления повреждений металлоконструкций и гарантирует достоверное выявление дефектов.
Литература:
- Грешников В.А., Дробот Ю.Б.Акустическая эмиссия. М.: Изд. Стандартов, 1976, -272 с.
- ПБ-03-593-03 Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов. СПб.: Издательство ДЕАН, 2004. 64с.
- Комплекс информационно-вычислительный дефектоскопический акустико-эмиссионный А-Line32D. Руководство пользователя. – М.: Интерюнис, 2000. – 18 с.
- Дубов А.А. и др. Метод магнитной памяти металла и приборы контроля. М.: Изд-во «Тиссо», 2006, - 2 т.
ЧИТАЙТЕ ТАКЖЕ:
//Журнал "РСП Эксперт" №6 сентябрь 2009г.
//Журнал "Технадзор" №13 декабрь 2007г.
© 2018 - 2024 ООО «Стратегия НК»