
Обучение специалистов акустико-эмиссионному контролю






Контроль трубопроводов с применением метода акустической эмиссии //Журнал "В мире НК" №1(43) март 2009г.
Контроль трубопроводов с применением метода акустической эмиссии
Жуков А.В., Кузьмин А.Н., Стюхин Н.Ф.
//Журнал "В мире НК" №1(43) март 2009г.
На сегодняшний день повышение качества технической диагностики трубопроводов, выработавших свой нормативный срок, на предприятиях различного назначения является актуальной задачей. В частности, при расчете остаточного ресурса действующих трубопроводов экспертные организации используют усредненный статистический подход [1]. При проведении подобных расчетов не принимается во внимание действительное техническое состояние отдельных локальных участков трубопровода, что в конечном итоге не обеспечивает достоверной оценки его работоспособности в течение разрешенного срока [2]. Анализ причин отказов с течением времени магистральных трубопроводных систем показал, что в процессе эксплуатации более вероятны местные или локализованные повреждения, а не повальное ухудшение свойств материала по всей длине трубопровода. Причинами таких повреждений являются интенсивные пластические деформации, развивающиеся в зонах перенапряжений из-за технологических дефектов, дефектов монтажа (сварка под напряжением), интенсивных очагов коррозионных повреждений, подвижек грунта, температурных и других воздействий, приводящих к неоднородным статическим и динамическим нагрузкам.
На сегодняшний день повышение качества технической диагностики трубопроводов, выработавших свой нормативный срок, на предприятиях различного назначения является актуальной задачей. В частности, при расчете остаточного ресурса действующих трубопроводов экспертные организации используют усредненный статистический подход [1]. При проведении подобных расчетов не принимается во внимание действительное техническое состояние отдельных локальных участков трубопровода, что в конечном итоге не обеспечивает достоверной оценки его работоспособности в течение разрешенного срока [2]. Анализ причин отказов с течением времени магистральных трубопроводных систем показал, что в процессе эксплуатации более вероятны местные или локализованные повреждения, а не повальное ухудшение свойств материала по всей длине трубопровода. Причинами таких повреждений являются интенсивные пластические деформации, развивающиеся в зонах перенапряжений из-за технологических дефектов, дефектов монтажа (сварка под напряжением), интенсивных очагов коррозионных повреждений, подвижек грунта, температурных и других воздействий, приводящих к неоднородным статическим и динамическим нагрузкам.
Совокупность эксплуатационных нагрузок вызывает локальное образование двух основных типов повреждений, приводящих в конечном итоге к разрушению трубопровода – это трещиноподобные дефекты и дефекты коррозионной природы. При этом важное значение имеет скорость накопления повреждений в области дефекта, которая характеризует степень его опасности и определяет срок остаточной эксплуатации объекта. В этой связи необходима оценка технического состояния трубы в потенциально опасных областях. При этом немаловажно отметить тот факт, что проектная документация на строительство трубопроводов разрабатывалась, прежде всего, с точки зрения обеспечения надежности и безопасности протекания технологических процессов, а не удобства их диагностирования. 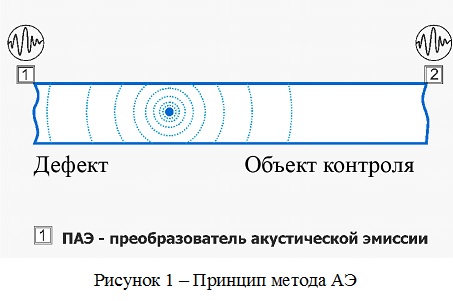 Таким образом, при проведении технической диагностики и экспертизы промышленной безопасности (ЭПБ) трубопроводных систем необходимо применение комплексного подхода с использованием интегральных методов НК, позволяющих осуществлять диагностирование опасных дефектов, возникающих в процессе эксплуатации по всей длине диагностируемого участка.
//Журнал "ТехНадзор" №7, июнь 2007г.
Таким образом, при проведении технической диагностики и экспертизы промышленной безопасности (ЭПБ) трубопроводных систем необходимо применение комплексного подхода с использованием интегральных методов НК, позволяющих осуществлять диагностирование опасных дефектов, возникающих в процессе эксплуатации по всей длине диагностируемого участка.
//Журнал "ТехНадзор" №7, июнь 2007г.
Таким образом, при проведении технической диагностики и экспертизы промышленной безопасности (ЭПБ) трубопроводных систем необходимо применение комплексного подхода с использованием интегральных методов НК, позволяющих осуществлять диагностирование опасных дефектов, возникающих в процессе эксплуатации по всей длине диагностируемого участка.
Среди интегральных способов диагностики трубопроводов метод акустической эмиссии (АЭ) практически не имеет альтернативы. Принцип метода АЭ заключается в регистрации волн упругих напряжений, возникающих в материале конструкции в результате зарождения и развития различного рода дефектов (рисунок 1). Отметим, что на основе комплексного диагностического подхода АЭ диагностика трубопроводов позволяет делать обоснованные выводы о процессах зарождения и развития опасных повреждений и, в конечном итоге, о техническом состоянии объекта [3]. Рассмотрим некоторые особенности практического применения метода АЭ для диагностики трубопроводных систем.
Примеры практического использования метода АЭ
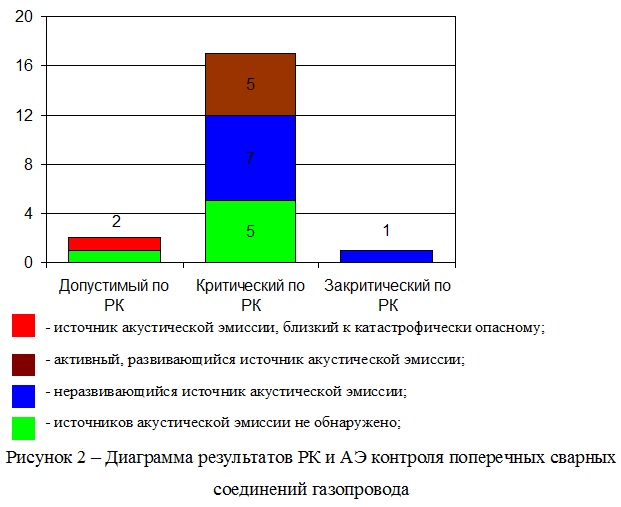 Подтверждением высокой эффективности применения метода АЭ в комплексе с другими методами НК являются итоги проведенных специалистами нашей фирмы работ по контролю сварных соединений трубопроводов природного газа. В ходе обследования методом внутритрубной дефектоскопии одного из участков газопровода было выявлено 20 аномальных сварных соединений, которые дополнительно были обследованы с применением радиографического и акустико-эмиссионного методов контроля [4]. На рисунке 2 представлены сравнительные результаты: если радиографический контроль показал дефекты в 18 из 20 стыков, то по данным АЭ наибольшую опасность для текущей эксплуатации газопровода представляют всего 6 из 20 сварных соединений. Принципиальное значение имеет тот факт, что наиболее опасный источник по АЭ зарегистрирован в сварном шве, годном по радиографии (рисунок 2).
Подтверждением высокой эффективности применения метода АЭ в комплексе с другими методами НК являются итоги проведенных специалистами нашей фирмы работ по контролю сварных соединений трубопроводов природного газа. В ходе обследования методом внутритрубной дефектоскопии одного из участков газопровода было выявлено 20 аномальных сварных соединений, которые дополнительно были обследованы с применением радиографического и акустико-эмиссионного методов контроля [4]. На рисунке 2 представлены сравнительные результаты: если радиографический контроль показал дефекты в 18 из 20 стыков, то по данным АЭ наибольшую опасность для текущей эксплуатации газопровода представляют всего 6 из 20 сварных соединений. Принципиальное значение имеет тот факт, что наиболее опасный источник по АЭ зарегистрирован в сварном шве, годном по радиографии (рисунок 2).
 Последующий после вырезки данного стыка металлографический анализ с послойной вышлифовкой показал наличие развитой трещины c зоной раскрытия 0,2 мм (рисунок 3), образовавшейся на вытянутой цепочке пор, и неметаллических включений в центральных слоях сварного шва. Предельная чувствительность использованного радиографического контроля не позволяет распознавать на снимке дефекты такого размера.
Последующий после вырезки данного стыка металлографический анализ с послойной вышлифовкой показал наличие развитой трещины c зоной раскрытия 0,2 мм (рисунок 3), образовавшейся на вытянутой цепочке пор, и неметаллических включений в центральных слоях сварного шва. Предельная чувствительность использованного радиографического контроля не позволяет распознавать на снимке дефекты такого размера.
Статистика проведенных в течение нескольких лет аналогичных АЭ обследований газопроводов после результатов РК (рисунок 4), что 35% недопустимых по радиографии дефектов не являются развивающимися и не представляют реальной опасности для эксплуатации объекта. Кроме того, выявлено дополнительно 25% развивающихся источников АЭ, соответствующих опасным производственным дефектам в местах, не обнаруженных по РК. Этот факт свидетельствует о необходимости применения метода АЭ для выявления повреждений технологических трубопроводов, наиболее опасных для эксплуатации объекта, еще на стадии зарождения дефектов, а также определения очередности и сроков ремонта выявленных дефектов.
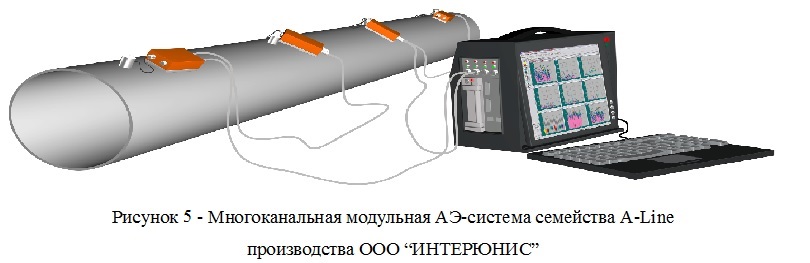
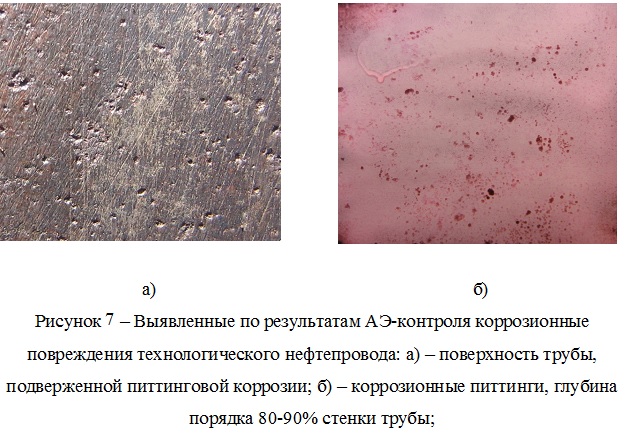
Выявление опасных дефектов другого типа, а именно коррозионных повреждений, с использованием АЭ-контроля было проведено при техническом диагностировании подземных участков технологических нефтепроводов на нефтеперекачивающих станциях. Работы проводились по действующему внутреннему регламенту в рабочем режиме без вывода объекта из эксплуатации с использованием АЭ-системы A-Line фирмы «ИНТЕРЮНИС» (рисунок 5).  Длина диагностируемого участка за один цикл измерения 24-х канальной системой, составила 2 км. Важно отметить, что предельно допустимое расстояние между датчиками АЭ при диагностике КД трубопроводов составило не более 60 м. Это подтверждается теоретическими расчетами [5] и экспериментальными исследованиями [6] для магистральных трубопроводов. В ходе АЭ-контроля на основном металле трубной секций была выявлена течь (рисунок 6), и локализованы интенсивные очаги коррозионного поражения, где присутствовали дефекты язвенного и питтингового типа. Результаты применения локальных методов НК по определению параметров выявленных дефектов (величина раскрытия питтингов менее 2 мм, глубина проникновения - порядка 80-90% толщины стенки трубы – рисунок 7) позволили сделать вывод о том, что течь образовалась именно на коррозионном питтинге.
Длина диагностируемого участка за один цикл измерения 24-х канальной системой, составила 2 км. Важно отметить, что предельно допустимое расстояние между датчиками АЭ при диагностике КД трубопроводов составило не более 60 м. Это подтверждается теоретическими расчетами [5] и экспериментальными исследованиями [6] для магистральных трубопроводов. В ходе АЭ-контроля на основном металле трубной секций была выявлена течь (рисунок 6), и локализованы интенсивные очаги коррозионного поражения, где присутствовали дефекты язвенного и питтингового типа. Результаты применения локальных методов НК по определению параметров выявленных дефектов (величина раскрытия питтингов менее 2 мм, глубина проникновения - порядка 80-90% толщины стенки трубы – рисунок 7) позволили сделать вывод о том, что течь образовалась именно на коррозионном питтинге.
 Таким образом, дополнительное применение метода АЭ позволило без 100%-ного доступа к поверхности трубы локализовать опасные для эксплуатации дефекты по всей протяженности диагностируемого технологического трубопровода и значительно снизить вероятность пропуска дефектов. Применение данной методики в рабочих условиях обеспечивает оперативное выделение участков трубопровода, подлежащих незамедлительному ремонту и сведение к минимуму объема подготовительных работ и работ по техническому диагностированию.
Таким образом, дополнительное применение метода АЭ позволило без 100%-ного доступа к поверхности трубы локализовать опасные для эксплуатации дефекты по всей протяженности диагностируемого технологического трубопровода и значительно снизить вероятность пропуска дефектов. Применение данной методики в рабочих условиях обеспечивает оперативное выделение участков трубопровода, подлежащих незамедлительному ремонту и сведение к минимуму объема подготовительных работ и работ по техническому диагностированию.
Выводы и заключения
Комплексный подход к диагностированию трубопроводов с применением метода АЭ позволяет:
‑ производить обнаружение опасных производственных и эксплуатационных дефектов на ранней стадии их зарождения и предупреждать их развитие до критической величины;
‑ определять степень опасности выявленных дефектов;
‑ проводить 100% контроль диагностируемого участка, включая недоступные, скрытые области контроля;
‑ проводить оценку остаточного ресурса трубопровода на основе информации о существующих эксплуатационных дефектах и повреждениях.
Совокупность указанных факторов обеспечивает полную и достоверную оценку технического состояния трубопроводов с последующим принятием решения о возможности дальнейшей эксплуатации объекта.
Список литературы
- Б.Е. Патон, С.Е. Семенов, А.А. Рыбаков. О старении и оценке состояния металла эксплуатируемых магистральных газопроводов. // Автоматическая сварка. – 2000. - № 7.
- В.В. Харионовский. Диагностика и ресурс газопроводов: состояние и перспективы // Газовая промышленность. – 1995. - № 11.
- В.М. Баранов, А.И. Гриценко, А.М. Карасевич и др. Акустическая диагностика и контроль на предприятиях топливно-энергетического комплекса. – М.: Наука, 1998.
- А.Н. Кузьмин, А.В. Жуков, Д.Б. Журавлев. Акустико-эмиссионная диагностика магистральных газопроводов с применением тензометрии. // В Мире НК. – 2002. – 4(18).
- О.В. Недзведская, Г.А. Буденков, А.Ю. Котоломов. Количественные оценки возможностей неразрушающего контроля на базе явления акустической эмиссии // Дефектоскопия. – 2001. - № 5.
- В.Г. Харебов, А.В. Жуков, А.Н. Кузьмин. Практическая оценка метода акустической эмиссии на технологических газопроводах. // В Мире НК. – 2008. - №3(41).
ЧИТАЙТЕ ТАКЖЕ:
//Журнал "В мире НК" №3(41) сентябрь 2008г.
© 2018 - 2025 ООО «Стратегия НК»