
Обучение специалистов акустико-эмиссионному контролю






Локализация дефектов на оборудовании, работающем под давлением, с помощью метода акустической эмиссии //Журнал "ТехСовет" №12, декабрь 2011г.
Локализация дефектов на оборудовании, работающем под давлением, с помощью метода акустической эмиссии
//Журнал "ТехСовет" №12, декабрь 2011г.
В соответствии с требованиями действующей нормативно-технической документации гидравлическое (пневматическое) испытание опасных производственных объектов в рамках проведения экспертизы промышленной безопасности осуществляется с обязательным контролем методом акустической эмиссии (АЭ).
 При проведении АЭ диагностики основное внимание уделяется основным конструктивным элементам сосуда (днище, обечайка, области приварки патрубков и штуцеров). Как показывает практика, существует категория объектов, для которых возможен контроль внутренних устройств в момент проведения АЭ контроля основных конструктивных элементов оборудования. При этом контроль может осуществляться в процессе нормального рабочего функционирования сосуда (в том числе и в «горячем» его состоянии) без специального изменения рабочих параметров.
При проведении АЭ диагностики основное внимание уделяется основным конструктивным элементам сосуда (днище, обечайка, области приварки патрубков и штуцеров). Как показывает практика, существует категория объектов, для которых возможен контроль внутренних устройств в момент проведения АЭ контроля основных конструктивных элементов оборудования. При этом контроль может осуществляться в процессе нормального рабочего функционирования сосуда (в том числе и в «горячем» его состоянии) без специального изменения рабочих параметров.
Специалистами осуществлялась АЭ диагностика осушителя нефтяного газа. Работы проводились с применением акустико-эмиссионного комплекса A-Line32 Dв режиме естественных и инициированных нагрузок, возникающих в процессе эксплуатации (без вывода из эксплуатации и остановки работы установки). Данные нагрузки вызваны статическим и динамическим воздействием на материал сосуда, которое обусловлено несколькими факторами:
- изменением внутреннего рабочего давления на режиме осушки сырого нефтяного газа при рабочей температуре + 45° С путем принудительного повышения давления в рамках рабочего диапазона (с 25,7 кгс/см2 до 27 кгс/см2), выдержкой и последующим снижением до прежнего уровня;
- расширением/сжатием материала в результате температурных колебаний рабочей среды при переходе от стадии адсорбции к стадии регенерации отбензиненного газа;
- динамикой колебания давления и температуры вблизи рабочих параметров на эксплуатационном режиме адсорбции;
- другие нагрузки в процессе эксплуатации: такие как собственный вес сорбента и др.
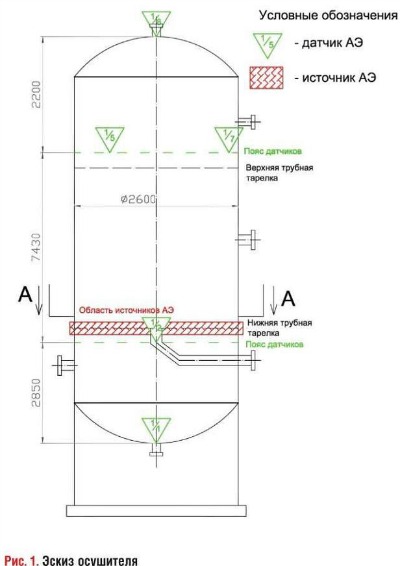
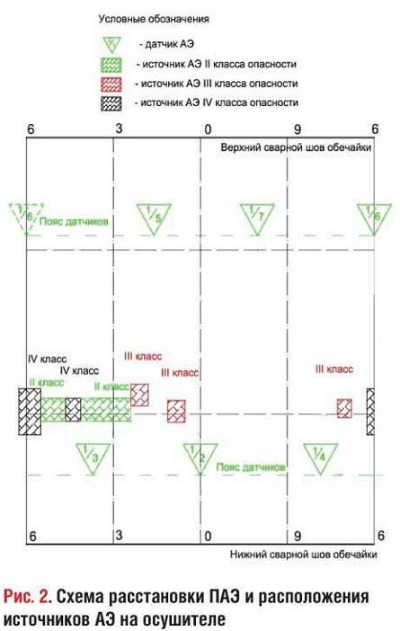
Эскиз объекта контроля и схема расстановки датчиков представлены на рисунке 1.
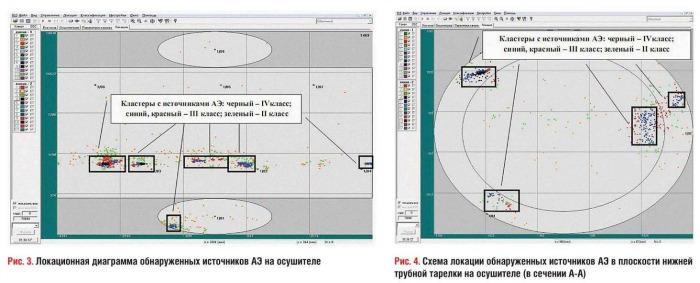
В результате проведения акустико-эмиссионной диагностики была получена следующая локационная картина (рисунок 3).
На локационной диаграмме корпуса осушителя были зафиксированы источники от II до IV класса опасности (в соответствии с ПБ 03-593-03 «Правила организации и проведения акустико-эмиссионного контроля сосудов, аппаратов, котлов и технологических трубопроводов»), приходящиеся на область крепления нижней трубной тарелки. В процессе диагностирования дополнительно была построена локационная диаграмма нижней трубной тарелки, которая наглядно показывает наличие активных источников акустической эмиссии в области крепления тарелки к корпусу, а также развивающихся дефектов непосредственно на внутреннем устройстве.
В последующем был проведен внутренний осмотр, который подтвердил наличие недопустимых дефектов в зафиксированных методом АЭ областях.
Полученные результаты показывают, что применение метода АЭ при техническом диагностировании сосудов с последующей локализацией обнаруженных дефектов и проведением дополнительного дефектоскопического контроля является неоспоримым фактом повышения безопасности оборудования, работающего под давлением.
При этом дефекты отлично проявили себя в условиях рабочих параметров за один рабочий цикл без превышения нагрузки на давлении 27 кгс/см2. В свою очередь, согласно паспорту сосуда, при проведении испытания на прочность и плотность создаётся избыточное давление 35 кгс/см2.
Немаловажным остаётся тот факт, что своевременный контроль внутренних устройств сосудов и аппаратов с применением метода АЭ позволяет обнаружить развивающиеся дефекты, принять меры по их устранению и предупредить их разрушение, а значит и выход оборудования из строя. Неоспоримым преимуществом в данной ситуации пользуются акустико-эмиссионные системы, способные локализовать область с подобными дефектами. К таким системам, в частности, относится акустико-эмиссионный комплекс A-Line32D фирмы «ИНТЕРЮНИС».
Подводя итоги, можно сделать следующие выводы:
- активные источники акустической эмиссии проявляют себя даже в режиме нормального функционального режима работы оборудования, при этом исключается создание предельных нагрузок, болезненных для любого объекта, работающего под давлением;
- применение метода АЭ при оценке технического состояния опасных производственных объектов позволяет выявлять развивающиеся дефекты, как на основных конструктивных элементах оборудования, так и на неподвижных внутренних устройствах;
- применение современных акустико-эмиссионных комплексов позволяет определить местоположение источника АЭ и предупредить возможное разрушение оборудования.
ЧИТАЙТЕ ТАКЖЕ:
//Журнал "В мире НК" №4(46) декабрь 2009г.
© 2018 - 2025 ООО «Стратегия НК»